Beluister hier de podcast van Lean Leadership over mindfulness.
Over mindfulness
Mindfulness wordt vaak gedefinieerd als ‘het bewust aandacht geven aan het moment, zonder hierover te oordelen’. Daarmee leert men om (negatieve) gedachten en gevoelens te beschouwen als voorbijgaande gebeurtenissen in plaats van feiten, zodat zij hier gemakkelijker afstand van kunnen nemen. Het helpt daarbij in het herkennen van automatische, soms onbehulpzame, patronen. Meer bewustwording in deze patronen kan leiden tot meer keuzevrijheid, om automatische reacties te doorbreken en te leren reageren op een behulpzamere manier.
Enkele misverstanden over mindfulness komen nog vaak voor. Zo roept het bij veel mensen de associatie van ‘zweverigheid’ op, doordat het vaak geassocieerd wordt met spiritualiteit. Mensen hebben de verwachting dat ze hiermee hun hoofd leeg kunnen maken of kunnen ontspannen.
Het is een aandachtstraining, waarmee een houding van alertheid getraind wordt. Beoefenaars leren om de aandacht te vestigen op het moment, aan alles wat zich aan hen voordoet. Dit kan van het lichaam, emoties of gedachten zijn, maar ook zintuigelijke ervaringen door de omgeving.
Maarten en Caroline spreken in de podcast over:
welke virtuele attributen Maarten meebracht;
de drie dingen die mindfulness niet is, ook al hebben veel mensen daar een andere perceptie over;
wat het wel is;
een definitie;
op welke 3 punten of polen je focust tijdens een meditatie oefening;
dat pannenkoeken bakken op zaterdagochtend ook een vorm van mindfulness is;
een concrete meditatie oefening;
het doel;
hoe je de principes naar de werkvloer kan brengen;
hoe je dit in je dagelijks leven kan toepassen;
happiness at work;
dat je niet zo zeer gelukkiger wordt van mindfulness, omdat het leven geen “walk through to the parc” is;
neuroplasticiteit, waardoor de structuur van je hersenen verandert;
dat het niets met spiritualiteit te maken heeft;
dat je klaar moet zijn om de confrontatie met jezelf aan te gaan;
dat mindfulness niet voor iedereen en niet voor elk moment is;
welke link er is met de gemba walk;
waarom het net vandaag zo actueel is.
Referenties:
Bambootree is een organisatie waar je een zes weken durende Corporate Mindfulness programma kan volgen. Je vindt hier meer informatie.
De link naar de podcast over gemba walk, vind je hier.
Als manager of ondernemer zal je de term ‘(agile) Scrum’ vast al wel gehoord hebben. Maar frons jij nu ook het voorhoofd en denk je dat dit het nieuwe buzz-woord is? Dan heb je het mis. Maar wat is het dan wel?
Scrum is een handige projectmanagementtechniek die tot de Agile managementfilosofie behoort en die vooral in softwareontwikkeling wordt gebruikt, maar ook steeds meer zijn weg vindt in andere sectoren. Zowel grote corporate bedrijven als kleine start-ups maken er gebruik van. En dit in allerlei branches.
Daarom leg ik je in dit artikel precies uit wat Scrum is.
Scrum in het kort
Agile Scrum biedt een kader aan zelforganiserende teams om projecten op effectieve en efficiënte wijze uit te voeren. In korte sprints van één tot vier weken levert een Scrumteam telkens een afgerond onderdeel op van een product of project. Na enkele sprints is het project of product klaar. Door de betrokkenheid van de product owner weet je ook vrij zeker dat de klant tevreden is met het eindproduct of resultaat.
Hoe zit een Scrumteam eruit?
De drie basiskenmerken van het agile team dat ‘Scrumt’ zijn deze:
Het is een autonoom team
dat multifunctioneel inzetbaar is
en waarbij er veel interactie is tussen de teamleden.
Het team bestaat uit specialisten met diverse achtergronden die samen streven naar het gewenste eindresultaat.
Drie rollen in het Scrumteam
Binnen het Scrum-team voert een lid één van onderstaande drie rollen uit:
Product owner
Scrum master
Lid van het Ontwikkelteam
De product owner houdt contact met interne en externe stakeholders. Op basis van deze gesprekken bepaalt de product owner wat het ontwikkelteam als volgende moet oppakken.
Het ontwikkelteam hoort van de product owner welke onderdelen van een project de hoogste prioriteit hebben en dus zo snel mogelijk opgeleverd moeten worden. Het ontwikkelteam is een zelf organiserend team. Dit wil zeggen dat de leden zélf bepalen hoe zij die onderdelen gaan opleveren.
De Scrum master zorgt ervoor dat het ontwikkelteam zo optimaal mogelijk presteert. Dat doet de Scrum master op verschillende manieren:
opleidingen voorzien of geven
het proces te faciliteren
het team te coachen
4 scrummeetings zorgen voor veel interactie
Bij Scrum is er veel interactie, maar geen overbodige interactie. Dit komt omdat er maar 4 meetings zijn die elk een héél concreet doel hebben, namelijk:
Sprint planning
Daily Scrum
Sprint review
Sprint retrospective
In een sprint planning bepaalt het Scrum team een concreet doel. De ontwikkelaars zullen daarbij een plan maken om dat doel te bereiken. Een sprint duurt minimaal één week en in de meeste gevallen maximaal één maand.
In de daily Scrum wordt in ongeveer een kwartier tijd een plan voor de rest van de dag gemaakt. Daarbij wordt steeds bekeken of het team nog op koers ligt om het sprintdoel te halen.
In de sprint review presenteert het ontwikkelteam het resultaat aan de stakeholders. Op deze manier wordt feedback verzameld op het geleverde werk.
In de sprint retrospective evolueert het Scrum team de onderlinge samenwerking los van de inhoud. Het team formuleert enkele verbeterpunten voor de volgende sprint.
2 lijsten om alle activiteiten bij te houden
Het Scrum team maakt gebruikt van 2 lijsten:
De product backlog
De sprint backlog
Wat is de product backlog?
De product backlog is een lijst met alles waaraan een product of project op het einde moet voldoen. Je kan de product backlog dus zien als een verzameling van alles wat opgeleverd moet worden binnen één afgebakend project.
Deze lijst wordt gevoed door de product owner. Items op de product backlog worden doorgaans user stories genoemd. Het zijn immers de wensen van stakeholders, die de product owner verzameld heeft.
Wat is de sprint backlog?
De sprint backlog is een lijst met taken die in de huidige sprint afgehandeld worden. Het ontwikkelteam selecteert één of enkele user stories en splitst deze verder op in kleinere taken. Deze kleinere taken verschuiven tijdens de sprint voortdurend tussen drie categorieën:
To do
Bezig
Gedaan
Wanneer is ‘Scrummen’ interessant?
Ik scrum, jij scrumt, wij scrummen… Maar wanneer is ‘Scrummen’ nu werkelijk interessant? De Scrum methode is ideaal wanneer de klant nog geen concrete invulling heeft van hoe bepaalde taken aangepakt moeten worden. Het is ook een goede methode in transitieperiodes, want dan ondergaat een proces veel veranderingen en weet je doorgaans nog niet tot wat dit leidt.
Bovendien biedt Scrum heel wat voordelen. En dit zowel voor het team, de klant als de organisatie.
3 voordelen van Scrum voor teams
Er is véél autonomie, waardoor de inbreng van de teamleden groot is. Dit bevordert de motivatie van het team. Zeg nu zelf: bijna niemand vindt het leuk dat iemand anders bepaalt wat je moet doen en vooral hoe je dat moet doen.
Scrum respecteert de sterkte van het individu in teamverband. Hierdoor ontstaat er een sterk teamgevoel en hebben de teamleden doorgaans veel respect voor de expertises van anderen.
Scrum is makkelijk te begrijpen. Deze methode is geen rocket science. Je kan deze methode makkelijk leren.
3 voordelen van Scrum voor klanten
De klant is tevreden, want aan al zijn wensen wordt voldaan. Ook voelt de klant zich betrokken, omdat er al in een vroeg stadium om feedback gevraagd wordt.
De klant hoeft minder lang te wachten, want het doel van Scrum is om zo snel mogelijk tot een kwalitatief eindresultaat te komen.
Door de relatie tussen klant en product owner kunnen de verwachtingen beter gemanaged worden. Door goed gebruik te maken van de product backlog weet een Scrum team steeds welke deelaspecten prioriteit hebben.
3 voordelen van Scrum voor organisaties
Laag risico dat de klant ontevreden is, omdat deze ook in vroege stadiums betrokken wordt.
Het bedrijf genereert vroeg inkomsten, want de klant betaalt al voor vroege afwerkingsfases van het project/product.
Transparantie van het project zorgt voor betrokkenheid, effectiviteit en efficiëntie.
Beluister hier de podcast van Lean Leadership over de Gemba Walk.
Over de Gemba Walk
Een Gemba Walk is een georganiseerde rondgang op de werkvloer. “Walk” is Engels voor wandeling. “Gemba” is de plaats waar de medewerker waarde toevoegt aan het product of de dienst. Voor een productieomgeving is dit een productielijn. Voor een voetbalploeg is dit het veld. In een boekhoudkantoor is dat de kantooromgeving waar met cijfers en data gegoocheld wordt.
Om te begrijpen wat er op de werkvloer gebeurt, moet je als leider regelmatig de werkvloer bezoeken.
Tijdens een rondgang observeer je het proces en de medewerkers. Je bestudeert wat er precies gebeurt. Je bevraagt welke moeilijkheden er zijn, en ook waar medewerkers het meest trots op zijn.
Een rondgang helpt om systemen – zoals 5s of werkplekorganisatie – of projecten te ondersteunen.
Maarten en Caroline spreken in de podcast over:
waarom een Gemba Walk geen K-pop dansje is;
dat gemba een heel mooi Japans woord is;
het woord “walk” dat wandeling betekent, maar veel meer is dan een wandelingetje;
dat Caroline haar vooringenomenheid over Lean totaal niet klopt, en ook dat zij stilaan tot de juiste inzichten komt;
wie Taichi Ohno juist is, maar zonder te veel in detail te gaan;
wat de valkuilen zijn bij een rondgang op de werkvloer;
waarom die rondgang zo concreet mogelijk moet zijn;
de link met Mindfulness;
hoe je nog beter verbinding kan maken met je medewerkers, want dit is niet zo makkelijk;
Beluister hier de podcast “De Werkvloer” met Seth Maenen, schrijver het boek ‘Van Babel tot ontwerp’.
Over Seth…
Seth Maenen is adviseur, auteur en ook professor. Hij was lange tijd coördinator bij Flanders Synergie (nu: Workitecs). Seth focust zich op organisatieontwikkeling, teamwerk en werkbaarheid. Seth helpt bedrijven bij het verbeteren van hun organisatiestructuur.
Hij schreef er ook een boek over, met de titel ‘Van Babel tot ontwerp’.
Een organisatie neerzetten en ontwikkelen is een vak op zich. Het is een uitdaging waar vele managers en bedrijfsleiders mee worstelen. ‘Van Babel tot ontwerp’ brengt de basisinzichten, die noodzakelijk zijn om een organisatie te ontwikkelen. Stapsgewijs word je meegenomen in een wetenschappelijk gefundeerde aanpak om je eigen organisatie beter te stroomlijnen. Een beter ontwerp betekent meer engagement van de medewerkers, minder frustraties en energieverlies, en een betere focus op de strategische doelstellingen.
Over organisatieontwikkeling
In organisaties wordt heel veel geïmproviseerd. Het zijn gemeenschappen van mensen, die zichzelf over de tijd leerden organiseren. Vaak bij gebrek aan visie van bovenaf. Die zelf aangeleerde manier bevat fouten, onvolkomenheden. Dit leidt tot verminderde resultaten, spanningen, inefficiënties en frustraties. Een organisatie een andere, betere manier van werken aanleren moet heel omzichtig gebeuren.
In organisaties wordt heel veel geïmproviseerd.
Seth Maenen, schrijver van het boek ‘Van Babel tot ontwerp’
Door in te grijpen zal je de werkomstandigheden van de medewerkers verbeteren. Hun werk zal meer werkbaar zijn. Werkbaar werk heeft te maken met de kwaliteit van werk. Werkbaar werk is werk dat boeit en je laat groeien. Het is werk dat in balans is met je privéleven. Je krijgt er niet teveel stress van en je wordt er niet ziek van.
Je kan eerst en vooral ingrijpen op macro-niveau. Dit wil zeggen de je de organisatiestructuur aanpakt. Dit kan door de taken en jobs niet meer verticaal (in silo’s of afdelingen) te organiseren, maar ze horizontaal (stroomsgewijs) te organiseren. Dit noemt men ook wel: ‘de organisatie kantelen’.
In tweede instantie kan je ook op micro-niveau verbeteren. In dit geval verbeter je de teamwerking door bijvoorbeeld duidelijke doelstellingen, rollen en verantwoordelijkheden te bepalen.
Seth Maenen, schrijver van het boek ‘Van Babel tot ontwerp’
In de podcast vertelt Seth over:
wat hij juist doet als adviseur;
waarom hij een masterstudie als socioloog aanvatte en later zelfs een doctoraat, alhoewel sociologie niet zijn eerste liefde was;
het niet gericht lezen tijdens zijn doctoraatstudie;
de band met zijn vader, die paracommando is;
de zoektocht van een academicus, die de industrie en de werkvloer leert kennen;
hoe ik Seth leerde kennen tijdens de opleiding Innovatieve Arbeids Organisatie;
waarom hij het boek schreef, maar ook welk probleem het boek oplost;
dat consultants soms halve waarheden als hele waarheden verkopen;
dat menselijke capaciteiten maximaal gebruiken niets te maken heeft met ze afjakkeren of ze in de burn-out duwen;
het model van Karasek om van passief naar actief werk te gaan;
de passieve job die zijn moeder uitvoerde en hoe dit leidde tot aangeleerde hulpeloosheid;
hoe Leo Delcroix ervoor zorgde dat veel para’s in een bore-out terechtkwamen;
wat werkbaar werk is;
wat je op macro- én op micro-niveau kan aanpassen om je organisatie meer werkbaar te maken;
dat verandering niet voor iedere medewerker een verbetering is;
dat bedrijven nog veel kunnen leren van voetbaltrainingen;
dat we als maatschappij meer met het team mogen bezig zijn;
het mooiste voorbeeld van een zelfsturend team;
zijn tweede boek, dat een meer praktische aanvulling wordt op het eerste boek;
waar hij energie van krijgt en ook waar zijn ambitie ligt.
Beluister hier de podcast van Lean Leadership over het DISC-model.
Over DISC
Het DISC-model is een model dat menselijk gedrag en drijfveren in kaart brengt.
Mensen die een HR-functie uitoefenen, kennen het vast wel: het DISC-model. Dit is een tool waarmee je de psychologische motivatie van het gedrag van een persoon meet. Op die manier krijg je een goed beeld van hoe iemand functioneert op de bedrijfsvloer.
DISC doet je begrijpen wie open staat voor verandering en wie niet.
het leert je wie stabiliteit brengt in een organisatie en wie niet.
DISC maakt duidelijk wie graag de leiding neemt en wie graag volgt.
het toont wie flexibel is en wie procedures nodig heeft.
Met andere woorden: DISC toont waarom iemand doet wat die doet. Dit kan jezelf zijn, maar even goed een collega, personeelslid of iemand die je wenst aan te werven. Weet dat DISC geen enkel persoonlijkheidstype als ‘ideaal’ bestempelt, want elk persoonlijkheid heeft voor- én nadelen.
Waar komt DISC vandaan?
Het DISC-model is bijna een eeuw oud en is ontstaat in Harvard. De test is geïnspireerd op de resultaten van Professor William Marstons onderzoek The Emotions of Normal People. Het model is doorheen de jaren uitgegroeid tot een psychometrisch gedragsinstrument waarmee je jezelf en anderen beter kunt begrijpen.
Wat doet DISC precies?
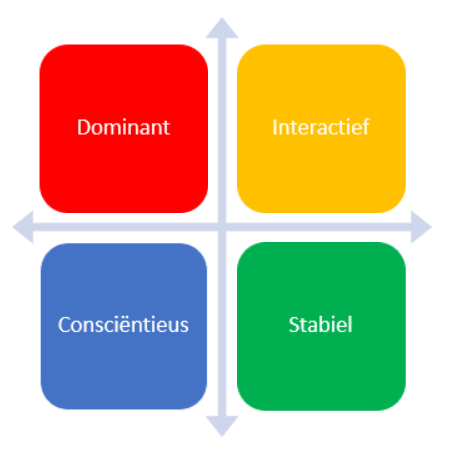
De DISC-test maakt het mogelijk dat je iemands voorkeuren binnen een werkcontext beter leert begrijpen. DISC gaat uit van 4 stijlcategorieën, namelijk:
Dominant
Interactief
Stabiel
Consciëntieus
Belangrijk is dat DISC geen enkele stijl verkiest, en ook dat de meeste mensen meerdere stijlen vertonen. We zijn dus allemaal anders. Gebruik dus DISC niet als een tool om jezelf in een hokje te plaatsen. Gebruik deze methode vooral om jezelf beter te leren kennen. Welke stijlen hanteer je het meest en welke functies en werkomgevingen zijn daardoor het interessantst voor jou? Dit goed begrijpen geeft je meteen een boost voor de verdere ontwikkeling van je carrière.
De DISC-stijlen in detail
Nu je weet dat er vier DISC-stijlen zijn, wil je vast weten wat ze betekenen. Dat lees je in wat volgt.
De vier DISC-stijlen. De verticale as plaatst extravertie (D + I) tegenover introvertie (S + C) terwijl de horizontale as taakgerichtheid (D + C) tegenover persoonsgerichtheid plaats (I + S).
Dominant
Binnen DISC beschouwen we iemand als ‘dominant’ wanneer de persoon:
Extravert is
Directief is
Gedrevenheid toont
Goede prestaties belangrijk vindt
Een hoog tempo hanteert
De leiding neemt
Je kent vast een collega of persoon die durft zeggen waar het op staat. Hij of zij neemt nooit een blad voor de mond en durft de confrontatie aan te gaan om zijn eigen gelijk te krijgen of de doelen te verwezenlijken.
Dominante personen kunnen door anderen als drammerig worden ervaren. Ook wordt de directe communicatiestijl niet altijd geapprecieerd. Dat komt omdat anderen dit vaak arrogant en/of bot vinden.
Interactief
Binnen DISC beschouwen we iemand als ‘interactief’ wanneer de persoon:
Extravert is
Hartelijk overkomt
Enthousiasme vertoont
Graag praat
Impulsief is
Verbaal sterk is
Deze collega of persoon herken je aan het enthousiasme dat onuitputtelijk lijkt. Deze personen zijn liever zelf aan het woord dan dat ze moeten luisteren. Door zijn of haar enthousiasme beïnvloeden ‘interactieve’ personen makkelijk andere mensen. Beslissingen zijn vaak gevoelsmatig. Interactieve personen hebben vertrouwen in de mensheid en zijn optimistisch. Ze hanteren vaak een hoog tempo en staan open voor verandering. Ze zoeken zelf ook nieuwe ervaringen op en durven uit de comfortzone te treden.
Interactieve personen kunnen door anderen als ‘kwebbels’ worden beschouwd. Sommigen ervaren hen als ‘opdringerig’.
Stabiel
Binnen DISC beschouwen we iemand als ‘stabiel’ wanneer de persoon:
Introvert is
Betrokkenheid vertoont
Doorgaans vriendelijk en attent is
Een echte teamplayer is
Houdt van harmonie
Deze personen komen lief en vriendelijk over. Het zijn vaak goede luisteraars die zich dienstbaar opstellen. Beslissingen nemen doen deze personen doorgaans niet graag, want dat houdt regelmatig verandering in. En daar houden ze helemaal niet van. Het zijn vaak heel empathische mensen die goed letten op hun woorden. Ze doen alles graag stap voor stap, mijden conflict en werken aan een gemoedelijker tempo.
Stabiele personen zijn erg bescheiden en niet zelden cijferen ze zichzelf volledig weg. Hierdoor kunnen deze personen erg onderdanig overkomen.
Consciëntieus
Binnen DISC beschouwen we iemand als ‘consciëntieus’ wanneer de persoon:
Introvert is
Controlerend is
Analyseert
Resultaten afwacht
Houdt van precisie
Privacy belangrijk vindt
Gesloten is.
Deze personen zijn erg objectief en rationeel. Kwaliteit is veel belangrijker dan kwantiteit. Vaak zijn deze personen denkers en nemen ze graag de tijd om een beslissing weloverwogen te nemen. Deze personen zijn goede luisteraars en denken kritisch na. Ze kunnen erg formeel en daardoor afstandelijk overkomen. Consciëntieuze personen hebben oog voor detail en leggen de lat hoog. Ook zullen ze niet snel fouten maken.
Consciëntieuze personen willen vaak alles tot in het kleinste detail beheersen. Hierdoor kunnen ze soms als erg kritisch overkomen en worden ze ook wel beschouwd als de perfectionisten van de werkvloer.
Kan je DISC gebruiken als onderdeel van een assessment?
Ja, maar eerder om een persoon beter te begrijpen dan uitsluitend dit assessment te gebruiken om iemand al dan niet te overwegen voor een functie.
We maken dit even concreet. Een goede leidinggevende is niet per definitie een dominante of interactieve persoon. Dat hangt af van de actuele situatie op de werkvloer. Soms heeft die juist iemand nodig die erg controlerend en analytisch is. Dan weer iemand die voor stabiliteit kan zorgen.
Vergeet ook niet dat iemand zelden uitsluitend dominant, interactief, stabiel of consciëntieus is. Bijna elke persoon is een cocktail waarbinnen deze vier stijlen in meer of mindere mate actief zijn. DISC is dus niet de ideale graadmeter om te bepalen of iemand geschikt is voor een functie. Wel om te achterhalen wat iemand drijft en of die persoon al dan niet zal aarden binnen de bedrijfscultuur.
DISC is een analyse
Kortom, DISC is een analyse die je in staat stelt om jezelf én anderen beter te begrijpen. Deze analyse is toepasbaar in verschillende contexten:
Als je iemand moet coachen.
Wanneer je aan iemand leiding moet geven.
Als je moet samenwerken met verschillende mensen.
Wanneer je als vertegenwoordiger aan een klant iets moet verkopen.
…
Kortom, DISC is nuttig om iemand te begrijpen, maar steek niemand in een hokje. In plaats van een persoon te verengen tot zijn of haar voornaamste stijl, is het nuttiger om te kijken wanneer hij of zij van stijl verandert en waarom dat zo is.
Maarten en Caroline spreken in de podcast over:
waarom Maarten stiekem uitkeek naar deze aflevering;
wat organisaties vooral van DISC verwachten, maar misschien is dit niet terecht;
hoe het DISC-model er juist uitziet, maar ook wat het niet is;
wat de 4 hokjes of kwadranten zijn van het DISC-model, zodat je voor jezelf je voorkeursgedragsstijl kan inschatten;
of Trump een rood profiel heeft, en waarom dit niets met zijn politieke standpunten te maken heeft;
waarom een boekhouder meestal een blauw profiel heeft;
waarom het merendeel van de bevolking een groen profiel heeft, maar enkel in onze kontrijen;
hoe het komt dat gele profielen van verandering houding;
waarom DISC je inzicht geeft in wat je energie geeft, maar ook wat je energie kost;
wat het verschil is tussen natuurlijk DISC-profiel en het aangepast DISC-profiel;
hoe het DISC-model kan helpen om met anderen samen te werken;
het voordeel, maar ook het gevaar van hokjes-denken;
wat het DISC profiel met Wonder Woman te maken heeft.
Beluister hier de podcast van Lean Leadership over Betrokkenheid.
Over betrokkenheid
Betrokkenheid is een emotionele verbinding met het werk, het bedrijf, de organisatie waar je voor werkt.
Het betekent dat je een hart hebt voor de zaak. Je leeft mee. En ook: je denkt mee. En nog belangrijker: je voelt mee. Het kenmerk van betrokkenheid is dat het van binnenuit komt. Maar je kunt ook betrokken zijn op andere mensen of op wat er in de wereld gebeurt.
De betrokkenheid van de medewerkers in je bedrijf en je organisatiesucces gaan hand in hand. Want …
Hoe meer betrokken je personeel is hoe meer succesvol je bedrijf zal zijn. Hoe minder betrokken je medewerkers zijn hoe minder succesvol je bedrijf zal zijn.
Daarom kom je na het lezen van dit artikel dit te weten:
Wat is betrokkenheid?
Hoe verhoog je de betrokkenheid van het personeel in je organisatie.
Dit is belangrijke kennis, want zo weet jij hoe je jouw team zo succesvol mogelijk georganiseerd krijgt.
Wat is betrokkenheid?
Betrokkenheid of ‘commitment’ betekent dat een medewerker
zich verbonden voelt met de organisatie
en het werk met plezier doet.
Kortom, de medewerker houdt van de job én het bedrijf. De doelen van de organisatie zijn de doelen van de medewerker. De persoon zal er dus alles aan doen om die doelen te behalen.
Wat zijn betrokken medewerkers?
Betrokkenheid bij je personeel kan zich op verschillende manieren uiten. Maar je kan het wel merken aan het gedrag van je medewerkers. De betrokken medewerker …
is een ambassadeur voor je organisatie.
is niet alleen vastberaden, maar ondersteunt ook proactief en is kwaliteitsbewust.
zit er niets mee in om eens overuren te maken.
is trots op het bedrijf en draagt dit ook in de vrije tijd uit.
draagt bij aan de goede werksfeer en behandelt collega’s met respect.
helpt anderen.
is kritisch.
meldt zich niet vaak ziek.
Betrokkenheid toont verbinding met je organisatie. In tijden waarin veel jobs niet ingevuld geraken, is het zeer belangrijk om je personeel zo goed mogelijk aan je organisatie te verbinden.
Maak een betrokkenheidsanalyse
Betrokkenheid uit zich op verschillende niveaus. Ook zijn er verschillende onderliggende motieven die de betrokkenheid van een medewerker aanwakkeren. Opgelet: niet al deze motieven zijn positief en duurzaam.
Net daarom is het belangrijk om de betrokkenheid van je personeel te meten. Je zal merken dat er 4 groepen bestaan:
De toppers zijn betrokken bij je organisatie én bevlogen bij het dagelijks werk.
De ideologen zijn betrokken bij je organisatie, maar niet bevlogen in het dagelijks werk.
De harde werkers zijn niet betrokken bij je organisatie, maar wel bevlogen in het dagelijks werk.
De loontrekkers zijn niet betrokken bij je organisatie én niet bevlogen bij het dagelijks werk.
Bovenstaande toont dat er groepen medewerkers zijn die meer of minder betrokken en bevlogen zijn binnen je organisatie.
Maar er zijn ook verschillende vormen van betrokkenheid. Hieronder lees je welke dat zijn.
3 vormen van betrokkenheid
Er zijn drie vormen van betrokkenheid. Deze noemen we:
Toegenegen betrokkenheid;
Morele betrokkenheid;
Noodzakelijke betrokkenheid.
Wat is toegenegen betrokkenheid?
In andere teksten wordt dit ook affectieve betrokkenheid genoemd. Het gaat hier om een medewerker die:
Zich identificeert met het bedrijf waarvoor hij/zij/die werkt;
Geloof of vertrouwen heeft in de organisatie en haar doelen;
Voelt bewust een ‘fit’ tussen zichzelf en de organisatie waarvoor hij/zij/die werkt;
Hij/zij/die ervaart bewust het gevoel nog lang voor de organisatie te willen werken.
Kortom, de medewerker schaart zich achter de missie en visie van je organisatie. Hij/zij/die voelt zich bovendien ook gewaardeerd.
Aandachtspunten voor de leidinggevende:
Waardeer de werknemer regelmatig om zijn/haar/diens werk;
Laat de werknemer voelen dat het gedane werk zinvol is én bijdraagt tot het succes van de organisatie.
Wat is morele betrokkenheid?
Dit wordt ook wel normatieve betrokkenheid genoemd. Het gaat hier om een medewerker die:
Vindt dat eenmaal aangenomen hij/zij/die ook bij de organisatie hoort te blijven;
Ervaart morele verplichting om goed te presteren;
Zou zich schuldig voelen als hij/zij/die de organisatie zou verlaten.
Kortom, deze medewerker is vooral blij dat hij een job heeft en zal deze ook niet zomaar opgeven. Deze vorm van betrokkenheid is wel minder kwalitatief dan de hierboven uitgelegde toegenegen betrokkenheid.
Aandachtspunten voor de leidinggevende:
Waardeer de werknemer regelmatig om zijn/haar/diens werk;
Laat de werknemer voelen dat het gedane werk zinvol is én bijdraagt tot het succes van de organisatie.
Pols naar de waarden van de werknemer en kijk hoe deze zouden kunnen matchen met de missie en visie van de organisatie. Wijs daar op een constructieve manier op. Zo kan je van de morele betrokkenheid omvormen naar meer affectieve betrokkenheid.
Wat is noodzakelijke betrokkenheid?
Dit wordt ook wel continuerende betrokkenheid genoemd. Het gaat hier om een medewerker die:
Waarvoor het verlaten van de organisatie nadelig zal zijn;
Afhankelijk is van het loon of de goede arbeidsvoorwaarden;
Niet zo makkelijk een nieuwe job zal vinden.
Deze medewerkers blijven dus vooral uit noodzaak voor de organisatie werken.
Aandachtspunten voor de leidinggevende:
Deze medewerkers kunnen erg ontevreden zijn en staan regelmatig weigerachtig ten opzichte van verandering.
Lokaliseer deze medewerkers en beoordeel de kwaliteit van hun werk.
Waardeer de medewerker om het gedane werk, maar durf ook waarschuwingen uit te delen en richting een exitgesprek te gaan wanneer het nodig is voor het bedrijf.
6 praktische tips om de betrokkenheid van je personeel te verhogen
Communiceer een aansprekend doel, dat geeft energie en motivatie aan je werknemers. Het zorgt er ook voor dat werknemers beter weten wat de organisatie van hen verwacht.
Betrek medewerkers op tijd bij beslissingen. Communiceer niet uitsluitend top-down wat er staat te gebeuren. Zeker bij belangrijke beslissingen is het goed om draagvlak te creëren. Betrek medewerkers uit de verschillende diensten van het bedrijf en leg hen het probleem uit. Hoe zouden zij het oplossen?
Laat medewerkers hun eigen job invullen. Hoe denken zij dat zij zelf de organisatie het beste kunnen helpen?
Deel het succes van het bedrijf regelmatig. Ook kleine successen. Zo krijgen de medewerkers het gevoel dat hun werk zinvol is en resultaat boekt. Dit is de ideale drijfveer om het nog beter te doen.
Geef ruimte. Niets doodt de bevlogenheid en betrokkenheid van een medewerker meer als het gevoel dat er heel de tijd op de vingers gekeken wordt. Controleer niet overmatig. Maar geef vertrouwen aan de medewerker. Je hebt de persoon immers aangeworven omdat je ervan overtuigd bent dat hij/zij/die een aanwinst is voor het bedrijf.
Geef voldoende feedback. En doe dat niet eenmaal per jaar, maar systematisch. Coach je medewerkers en vertel onmiddellijk wat je vindt van de resultaten die ze behalen. Blijf wel constructief.
Maarten en Caroline spreken in de podcast over:
wat betrokkenheid betekent, en ook wat het niet betekent;
hoe Maarten in het begin van zijn carrière met hart en ziel voor een werkgever werkte;
dat het product, de dienst en de maatschappelijke impact kunnen bijdragen tot betrokkenheid;
hoe ook collega’s en de werksfeer kunnen bijdragen;
dat transparante en de juist gekozen doelstellingen een belangrijke rol spelen;
hoe autonomie een belangrijke factor is om je betrokken te voelen;
dat Caroline zich in haar rijk gevulde carrière ook betrokken voelde;
in een betrokken omgeving moet er ruimte zijn om stommiteiten te begaan en ook om plezier te maken;
de invloed van een integere en beschermende manager;
dat alles verbonden is, maar dan ook alles;
hoe een goed functionerend performance systeem kan bijdragen.
Henry Ford was een Amerikaanse uitvinder en ondernemer. Hij maakte de auto beschikbaar voor iedereen. Als grondlegger van de massaproductie zorgde hij ervoor dat de auto goedkoper geproduceerd kon worden. Daarvoor konden enkel de happy few een wagen betalen..
In dit artikel leer je de ondernemer en uitvinder Henry Ford beter kennen. Ook lees je over het ontstaan van ‘de lopende band’, die massaproductie mogelijk maakte.
Henry Ford, de volhouder wint
Henry Ford (1863-1947) werd geboren in 1863 in Detroit. Hij startte in 1902 zijn allereerste automobielfabriek: de Detroit Automobile Company. Gezond bleek dat bedrijf niet te zijn, want het ging al snel failliet.
Ook zijn tweede bedrijf, de Henry Ford Company, was eenzelfde lot beschoren. Het was pas bij zijn derde bedrijf onder de naam Ford Motor Company dat Ford het gehoopte succes oogstte. Zijn Ford-T uit 1908 sloeg aan. Het was de allereerste auto ooit die van de band rolde.
Is Henry Ford de uitvinder van de lopende band?
Massaproductie was de sleutel tot zijn succes om de auto bij een breed publiek toegankelijk te maken. Daarvoor ontwikkelde hij een nieuwe techniek: de lopende band. Inspiratie zou hij gekregen hebben bij een bezoek aan een slachterij in Chicago. Een lijn vervoerde karkassen doorheen de slachterij. De arbeiders sneden telkens een onderdeel van het karkas af.
Forde herdacht dit principe, zodat het ook voor auto’s gebruikt kon worden. De eerste assemblagelijn realiseerde hij in 1913 en was bestemd voor de bekende T-Ford. Toegegeven: we weten ondertussen dat er al voor Ford bedrijven gebruik maakten van een soort van lopende band.
Wellicht wordt deze uitvinding aan hem toegeschreven door de enorme populariteit van zijn Ford-T. Een touw trok het chassis van de wagen door heel de fabriek. Arbeiders stonden langs deze ‘band’ en monteerden telkens een specifiek onderdeel op de auto. Toen Ford stopte met de productie van deze wagen, kostte die maar $ 380. Dat was toen erg weinig voor een auto.
Ford maakte hierdoor van de auto een betaalbaar vervoermiddel. Daarvóór kon enkel de ‘happy few’ deze auto kopen.
Massaproductie was revolutionair
Het idee van de lopende band was vernieuwend. Het idee om de prijs van een auto laag te houden door deze op grote schaal te produceren, was helemaal nieuw. Ford stapte dan ook af van het maatwerkidee. Elke consument kocht dezelfde Ford-T. Eenvoud stond centraal. Onderstaand citaat dat bijna iedereen kent, illustreert dit goed.
‘Any customer can have a car painted any colour that he wants as long as it is black.’ (Vertaling: elke klant kan een auto krijgen in de kleur die hij wil, zolang het maar zwart is.)
Een geleidelijk proces
De lopende band waarmee Ford de auto voor het brede publiek toegankelijk maakte, was er niet onmiddellijk. Ook Ford produceerde auto’s die op één plek werden gemonteerd. Auto’s werden in die tijd dus één voor één gemaakt. Hierdoor duurde het lang om een auto te maken. Met als gevolg dat de kostprijs hoog was.
Auto’s maken op verplaatsbare banken
In een volgende stap zette Ford de auto’s op banken. Men verplaatste deze banken van het ene team naar het andere team. Hoewel dit al de productietijd deed dalen, duurde het nog altijd best lang om een auto te maken. In dit stadium had Ford bijgevolg nog altijd nood aan geschoolde arbeidskrachten. Ook was het productieniveau nog te laag en de auto dus te duur.
De eerste stap naar automatisering
De productiviteit moest dus hoger liggen. Een eerste stap naar automatisering zette Ford door het uitvinden van machines, die ervoor zorgden dat er op korte tijd grote hoeveelheden auto’s geproduceerd werden. Massaconsumptie door massaproductie was immers Fords motto.
Die allereerste machines zorgden ervoor dat Ford de productie kon verhogen, maar hij was nog altijd afhankelijk van geschoolde arbeiders. Om het productieniveau nog te verbeteren en nog minder afhankelijk te zijn van dure werknemers was een verdere verfijning van het productieproces nodig. Ford zette daarbij volgende stappen:
De arbeiders werden opgesteld op vastgestelde stations.
Men verbond een sterk touw aan het chassis. Hierdoor verplaatste men de auto in wording van station naar station.
Hij maakte gebruik van verwisselbare onderdelen. Verwisselbare onderdelen zijn identieke onderdelen (zoals schroeven, bumpers, ramen, …) die in eender welke auto konden worden geplaatst. Helemaal anders dan het tot dan toe gekende maatwerk. Ook ongeschoolde arbeiders konden die verwisselbare onderdelen montere.
Hij experimenteerde met afloopbanen en transportbanden om een zo hoog mogelijke productie mogelijk te maken.
De lopende band
De laatste stap was een bewegende assemblagelijn. Die maakte het mogelijk dat een naakt chassis langsheen de lijn verschillende werkstations passeerde. Helemaal op het einde van de lijn rolden de afgewerkte wagens van de band.
De lopende band was revolutionair. Ford sloeg erin om elke 93 minuten een nieuwe auto van de band te laten rollen. Dat was in die tijd erg snel.
De winst die hij hiermee genereerde streek hij niet helemaal zelf op, want Ford was genereus. Ford koos er resoluut voor om het loon van zijn arbeiders meer dan te verdubbelen. Zijn werknemers kregen maar liefst $ 5 in plaats van de destijds marktconforme $ 2,34 per dag. De Wall Street Journal noemde dit destijds een economisch misdrijf.
Henry Ford versterkte zo de middenklasse
Die felle loonsverhoging deed Ford natuurlijk niet voor niets. Het zorgde ervoor dat zijn medewerkers, die deel uitmaakten van de middenklasse kapitaalkrachtiger werden. Logisch, want het was natuurlijk die middenklasse die zijn auto’s kocht. Andere bedrijven konden natuurlijk niet achterblijven, waardoor de hele middenklasse erop vooruitging en … Ford meer auto’s verkocht.
In 1927 werd de Ford-T opgevolgd door de Ford-A. Dit was een veel modernere auto met een 4-cilindermotor. Deze wagen was wel minder succesvol dan zijn voorganger, maar dat heeft ongetwijfeld te maken met de toegenomen concurrentie. Ford voelde ondertussen de hete adem van Chevrolet die een auto met 6-cilindermotor op de markt bracht. En dan moesten na de tweede wereldoorlog, de Japanse auto’s nog op de markt komen…
Beluister hier de podcast van Lean Leadership over psychologische veiligheid.
Over psychologische veiligheid
Mensen moeten zich veilig en bekwaam voelen. Zo kunnen zij veranderen. Psychologische veiligheid helpt mensen defensief gedrag en leer-angst te overwinnen. Deze ontstaan als zij geconfronteerd worden met cijfers en feiten die hun verwachtingen en hoop tegenspreekt.
Psychologische veiligheid is een veilige haven. Of een veilige omgeving. Een bubbel waarbinnen mensen zonder complexen naar een verandering kijken. En ook hun gedrag durven aanpassen. Een omgeving waarin zij de kennis en tijd krijgen. Om gewoon te worden aan die verandering.
Het boek van Amy Edmondson
Om meer rust en stabiliteit in een organisatie te krijgen, is het belangrijk om menselijke waarden weer een hogere plaats te geven in de bedrijfscultuur. Medewerkers hebben nood aan verschillende dingen:
Zingeving: waarom werk ik voor dit bedrijf?
Purpose: waarom doe ik wat ik doe?
Geluk: vind ik wat ik doe leuk?
Rust: kan ik de tijd nemen om wat ik moet doen goed uit te voeren?
Psychologische veiligheid: kan ik vrijelijk met collega’s van gedachten wisselen?
‘Psychologische veiligheid’ bestaat al meer dan een halve eeuw
Managementfilosofen zoals Edgar Schein en Warren Bennis gebruikten de term al in 1965. Daarin wordt het woord vooral gebruikt in de context van transformaties. De onderzoekster Amy Edmondson zorgde ervoor dat psychologische veiligheid in de jaren negentig de actuele betekenis krijgt, namelijk: het gevoel dat je ideeën, problemen, fouten open en zonder argwaan met je teamleden kunt bespreken.
Hoe kwam Amy tot deze vaststelling? Ze deed in een ziekenhuis onderzoek naar fouten die gemaakt werden door zorgteams. Daarbij kwam ze tot de verrassende conclusie dat de ‘effectieve teams’ zogezegd meer fouten maakten dan de ‘slecht functionerende teams’.
Vreemd … Hoe kon dat? Amy Edmondson achterhaalde dat er in de effectieve teams door de teams zelf meer fouten werden gerapporteerd. Ze bespraken die fouten openlijk, zodat ze er samen iets uit konden leren. In deze teams is de psychologische veiligheid dus hoog, want de teamleden durven transparant te zijn over fouten.
Wat leren we hieruit? De psychologische veiligheid is hoog als:
Medewerkers open met elkaar in gesprek gaan over hun job.
Als ze aan elkaar vragen stellen.
Wanneer teamleden nieuwe ideeën durven lanceren.
Er ruimte is om een mening te delen of kritiek te uiten.
Kortom, je voelt je op je gemak binnen het team. Je durft je mond open te doen en je weet dat niemand het je kwalijk zal nemen.
Laat je niet wijsmaken dat psychologische veiligheid…
…gaat over lief zijn voor elkaar. Nee, integendeel. Je moet ook anderen durven wijzen op fouten en gebreken. De manier waarop moet wel constructief zijn.
…aangeboren is. Zowel introverten als extroverten binnen je team moeten zich er goed bij voelen. Anders is er géén psychologische veiligheid.
…hetzelfde is als vertrouwen. Met psychologische veiligheid gaat het over alle externe factoren die ervoor zorgen dat iemand zich op zijn of haar gemak voelt. Dat wil niet zeggen dat je iedereen zomaar vertrouwt in het team.
…gaat over het bijstellen van verwachtingen in functie van de zwakste schakel binnen een team. Nee, net niet. Het gaat over het creëren van een omgeving waarin iedereen eerlijk kan zijn.
In drie stappen naar meer psychologische veiligheid op de werkvloer
In haar onderzoek concludeert Amy Edmondson dat een organisatie meer psychologische veiligheid creëert door drie concrete stappen te zetten:
Werk ‘anders’framen. Ga niet praten over hoe iets gedaan wordt (de uitvoering), maar wat je van de uitvoering kunt leren. Dit zorgt ervoor dat er ruimte voor experiment en creativiteit ontstaat. Maar dat betekent ook dat het soms eens mis kan gaan. En dat mag ook, want niemand is onfeilbaar. Je mag twijfelen.
Zorg dat dit allemaal bespreekbaar is. Met andere woorden: stimuleer discussie. Creëer wel spelregels, zodat de discussie beheersbaar blijft en over de taak of taken gaat en niet over een persoon. Op die manier zorg je ervoor dat iedereen zich kritisch durft opstellen en onzekerheden durft uiten.
Daarom is het belangrijk dat je iedereen serieus neemt. Wat iemand zegt, is niet belachelijk. In tegendeel, die persoon zegt dit met een reden. Leer luisteren en wijs personen die de psychologische veiligheid in gevaar brengen terecht.
Psychologische veiligheid is goed voor je organisatie
Organisaties waarin de psychologische veiligheid hoog is, presteren doorgaans veel beter. Dat komt omdat er in psychologisch onveilige organisaties vaak een angstcultuur heerst. Mensen zwijgen er, omdat ze schrik hebben dat hun leidinggevende of baas hen anders negatief zal evalueren. Tegelijkertijd blijven fouten hierdoor langer onopgemerkt. Of nog erger: iedereen weet dat er iets grondig misgaat, maar niemand durft dit bespreekbaar te maken. Hierdoor blijft de ergernis sluimeren of die ergernis zwelt zelfs aan. Wil jij werken in een dergelijke organisatie?
Kortom, psychologische veiligheid heeft heel wat voordelen voor een organisatie, namelijk:
De organisatie organiseert zich steeds efficiënter.
Een medewerker hoeft niet voortdurend zelf risico’s te nemen, maar kan die onmiddellijk bespreekbaar maken.
Fouten komen sneller aan het licht en worden dus ook sneller opgelost.
Er ontstaat een open communicatiecultuur. Iedereen kan zijn of haar gedacht zeggen en wordt daarbij serieus genomen.
Psychologische veiligheid zorgt dus niet alleen voor gelukkige werknemers, maar ook voor beter presterende werknemers. Want er ontstaat een cultuur waarin alles bespreekbaar is en waarin iedereen voortdurend van elkaar en vanuit ervaringen leert.
Maarten en Caroline spreken in de podcast over:
wat psychologische veiligheid betekent;
het belang van kwetsbaarheid bij verandering;
wat 2 MIT professoren in 1965 vertelden over psychologische veiligheid;
hoe een psychologisch veilige omgeving er uit ziet, maar ook hier die er niet uitziet;
hoe Maarten een document “Document Menselijke Fout” ervaart;
de link tussen psychologische veiligheid en de comfortzone, want dat is toch zo belangrijk;
hoe fouten in het systeem mensen dwingt om te verdoezelen en fraude in de hand werkt;
hoe je een psychologisch veilige omgeving kan creëren, maar ook hoe je hier zelf aan kan bijdragen;
waarom kleine dingen bijdragen tot een veilige omgeving;
hoe grote dingen ook kunnen bijdragen tot een veilige omgeving;
de rol van de leider;
het gedrag van de leider;
wat een blaming culture of angstcultuur is;
hoe processen en tools kunnen helpen;
hoe kleine stappen en experimenten helpen om vernieuwing maar ook verandering veilig te maken;
dat “wendbaar zijn” een mooier woord is voor “falen” of toch niet.
Zij vertelt hierin wat pyschologische veiligheid betekent. Het is het gevoel om vrijelijk met elkaar van gedachten te kunnen wisselen. Vragen te stellen. Ideeën opperen. Meningen uiten. Kritiek geven. Zij legt uit hoe je zo’n omgeving kan creëren. Amy legt uit hoe effectieve teams meer fouten maakten dan niet-effectieve teams. Effectieve teams bleken niet meer fouten te maken, maar zij waren meer geneigd om hun fouten te rapporteren en met elkaar te bespreken.
Beluister hier de podcast “De Werkvloer” met Tine Willemyns. Ze is oprichter van ‘Zinvol Samenwerken’.
Over Tine…
Tine denkt. Ze observeert. Tine analyseert. Ze visualiseert.
Tine is organisatiecoach en certified radical collaboration trainer. Ze is ook docent. Ze richtte vier jaar geleden een eigen onderneming op. Tine noemde die “Zinvol Samenwerken”. Met deze onderneming helpt ze bedrijven, organisaties en teams. Door hen te coachen in het beter en ook effectiever samenwerken.
Ze is gepassioneerd door organisatieprocessen en teamdynamieken. Ze maakte van die passie haar job.
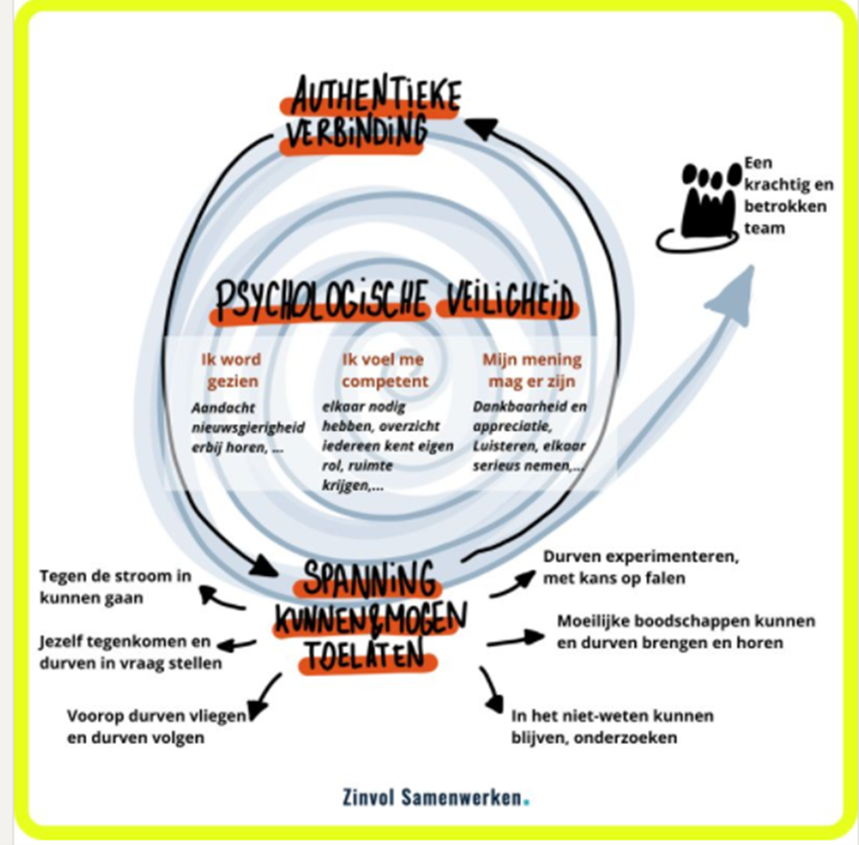
In haar werk komt ze veel in contact met psychologische veiligheid. Psychologische veiligheid is nodig om een krachtig en ook betrokken team te creëren.
Ik geloof dat alle nodige kennis in elke organisatie aanwezig is.
Het is mijn taak, als organisatiecoach, om die kennis bij het team naar boven te brengen.
Tine Willemyns, organisatiecoach en oprichter “Zinvol Samenwerken”
Tine’s voorstelling van psychologische veiligheid
In de podcast vertelt Tine over:
wat een organisatiecoach precies doet en wat zij daar zelf van leert;
op welke manier zij met teams werkt, maar ook wat zij niet doet;
hoe het komt dat we als maatschappij meer en meer bezig zijn met sociologie of groepsdynamica;
de overtuiging dat alle nodige kennis steeds in elke organisatie aanwezig is;
waar haar onderneming ‘Zinvol Samenwerken’ voor staat;
hoe ze in haar schooltijd al in aanraking kwam met psychologische veiligheid;
dat psychologische veiligheid ook om verantwoordelijkheid nemen draait;
hoe je psychologische veiligheid kan herkennen;
dat psychologische veiligheid van twee kanten moet komen;
welke ingrediënten je nodig hebt om een veilige omgeving te creëren;
over leiderschap en zelfsturende teams;
het belang van het thuis-gevoel in organisaties, maar ook voor Tine zelf;
haar ambities op lange termijn;
haar zoektocht naar kennis en begrip;
de link tussen bio-ingenieur en groepsdynamiek, als die er al is;
wat radical collaboration is en ook wat het niet is;
Heel wat bedrijven leggen de focus op de klant. Wat wenst de klant? Wat eist de klant? Wanneer is de klant tevreden over de geleverde producten of diensten?
Dat is natuurlijk goed, want de klant is een belangrijke stakeholder. Maar … de klant is natuurlijk niet de enige stakeholder van een organisatie. Daarom is het goed om regelmatig een stakeholdersanalyse uit te voeren.
In dit artikel leer je hoe je dat praktisch aanpakt in vijf heel concrete stappen. Zo krijg je beter zicht op alle belanghebbenden van de organisatie. Denk daarbij niet alleen aan het personeel, de leveranciers en eventuele samenwerkingspartners, maar ook aan koepelorganisaties, de overheid en de media.
Wat is een stakeholder?
Een stakeholder is een belanghebbende. Deze partij heeft dus een belang bij de organisatie, een project, een probleem, …
We maken het concreter: een stakeholder is een partij die invloed ondervindt of kan uitoefenen op een specifieke organisatie of een onderdeel daarvan. De invloed die ze ondergaan of uitoefenen kan zowel positief als negatief zijn.
Anders gezegd: stakeholders zijn de mensen en organisaties die het bedrijf beïnvloeden of zelf door het bedrijf beïnvloed worden.
Veel voorkomende stakeholders zijn:
Klanten
Het management
Het personeel
Leveranciers
Investeerders
Belangengroepen
Vakbonden
Politici
Overheid
Pers
Potentiële leveranciers
Potentiële medewerkers
Potentiële klanten
Potentiële investeerders
…
Een stakeholdersanalyse in vijf stappen
Breng je stakeholders in kaart
Bepaal of het gaat om ‘primaire’ of ‘secundaire’ stakeholders
Hoeveel invloed heeft elke stakeholder?
Deel de stakeholders verder in.
Bepaal wat de wensen en de eisen van de stakeholders zijn.
Stap 1: breng je stakeholders in kaart
Je kan je stakeholders op een eenvoudige manier in kaart brengen door het maken van een stakeholder map. Dit is een opsomming van alle stakeholders van je organisatie.
Tip: doe dit samen met een team van medewerkers uit verschillende afdelingen van het bedrijf.
Stap 2: bepaal of het gaat om ‘primaire’ of ‘secundaire’ stakeholders
Nu je zicht hebt op welke stakeholders er binnen je organisatie actief zijn, doe je er goed aan om deze verder te categoriseren. Er zijn twee categorieën:
Primaire stakeholders of de belanghebbenden die een direct belang hebben bij het bedrijf (klanten, personeel, leveranciers, aandeelhouders, …)
Secundaire stakeholders of de belanghebbenden die een indirect belang hebben bij het bedrijf (pers, overheid, vakbonden, …)
Een primaire stakeholder heeft vaak een grote invloed op het bedrijf en heeft ook een direct belang. Een aandeelhouder kan bijvoorbeeld stoppen met investeren als hij vindt dat het bedrijf niet snel genoeg ontwikkeld.
Een secundairestakeholder heeft vaak geen of slechts een indirect belang bij het bedrijf, maar heeft wel invloed. Denk aan politici die nieuwe wetten stemmen of vakbonden die collectieve arbeidsovereenkomsten onderhandelen.
Met deze stakeholder map krijg je op een simpele manier zicht op welke belanghebbenden er allemaal actief zijn in de organisatie.
Stap 3: hoeveel invloed heeft elke stakeholder?
Nu je weet welke stakeholders er zijn in het bedrijf en wat voor soort belang deze hebben, ken je aan elke stakeholder twee scores toe:
Een score voor belang (laag, matig, hoog of zeer hoog).
Een score voor invloed (laag, matig, hoog of zeer hoog).
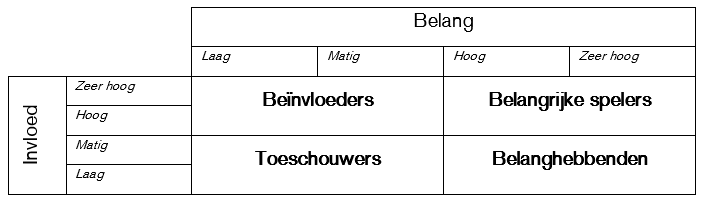
Stap 4: deel de stakeholders verder in
Op basis van die scores kan je een stakeholder toebedelen aan één van de vier categorieën. Deze zijn:
De belangrijke spelers die de organisatie moet vertroetelen.
De beïnvloeders die de organisatie best tevreden kan houden.
De belanghebbenden die de organisatie best op de hoogte kan houden.
De toeschouwers waaraan de organisatie weinig aandacht hoeft te besteden.
In een tabel ziet dit er zo uit:
Indeling van de stakeholders
Stap 5: bepaal wat de wensen en de eisen van de stakeholders zijn
Nu je weet tot welke groep elke stakeholder behoort, kan je de wensen en eisen van alle stakeholders opsommen. Die informatie bekom je uit direct contact met de stakeholder of uit bevragingen, zoals interviews en enquêtes.
Enkele voorbeelden van verschillende soorten van wensen en eisen bij stakeholders:
Klanten wensen een goed product of een goede dienstverlening vaak eisen ze ook dat een product kwalitatief, goedkoop, … is.
Medewerkers wensen te werken in goede arbeidsomstandigheden en dat ze loon naar werk krijgen. Ook wensen ze zich vaak persoonlijk te ontwikkelen door middel van opleiding.
Aandeelhouders willen dat de return on investment zo hoog mogelijk is en dat het bedrijf solvabel is.
Waarom is een stakeholdersanalyse nuttig?
In de eerste plaats omdat je zicht krijgt op alle belanghebbenden van een organisatie. Daarnaast kan het bedrijf ook gerichte, strategische keuzes maken en deze communiceren aan de belanghebbenden. Door te weten wie je stakeholders zijn, kan je beter inschatten wat hun reactie is wanneer je organisatie iets onderneemt.