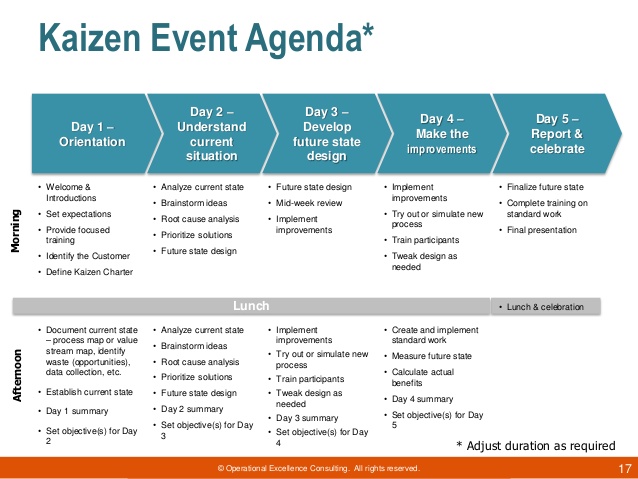
Hoshin Kanri – zo maak je goede voornemens voor het nieuwe jaar!
Hoshin Kanri is een instrument om strategische plannen te vertalen naar concrete initiatieven. Je vertrekt van de missie van je bedrijf (of afdeling) en je vertaalt deze naar meetbare acties.
Goede voornemens voor het nieuwe jaar
Een nieuw jaar brengt goede voornemens. Wat zijn die van jou? Meer sporten? Meer tijd doorbrengen met het gezin? Eindelijk die interessante cursus volgen? Meer boeken lezen? Een verloren vriendschap terug opnemen? …
Ook bedrijven hebben goede voornemens. Het behalen van goede operationele resultaten staat daarbij steevast op nummer één. Maar ook investeringen (een nieuwe productiehal, het opfrissen van de bestaande infrastructuur, een nieuwe machine, een nieuwe IT-tool, …) mogen niet ontbreken. Misschien wordt de productportfolio wel aangepast (hogere volumes voor producten met een grote marges, phase-out van producten die te weinig opbrengen, lancering van nieuwe producten, ontwikkeling van producten om ook binnen 5 jaar nog mee te doen op de markt, …). Deze worden aangevuld met verbeterinitiatieven (inzetten op teamwerk, een OEE opvolging op die sputterende machine in de verpakkingszaal, de herorganisatie van het magazijn, het reduceren van kwaliteitsafwijkingen, het verbeteren van de output met 5%, …).
Hoe krijgen die goede voornemens bij jou vorm? De meeste bedrijven hanteren een top-down methode. De plantmanager bepaalt dan de grote lijnen. Hij of zij komt samen met het management team in de maand november om die grote lijnen meer te specifiëren. Dat wordt dan al eens een hei-sessie genoemd. Er wordt dan hard gediscussieerd, overwogen en beslist. En op het einde van die dag afzondering, is er een plan voor het nieuwe jaar!
Hoe kan Hoshin Kanri helpen?
Een Hoshin Kanri is een instrument om strategische plannen te vertalen naar concrete initiatieven. Je vertrekt van de missie van je bedrijf (of afdeling) en je vertaalt deze naar meetbare acties.
De methode laat je toe om alle medewerkers te betrekken, zodat zij op het einde van de oefening perfect weten voor welke acties zij verantwoordelijk zijn én hoe zij zelf kunnen bijdragen tot de lange termijn doelstellingen van het bedrijf. De medewerkers nemen deel aan het opstellen van de X-matrix. Hun input is van groot belang. Zij weten beter dan wie ook welke initiatieven nodig zijn om bepaalde doelstellingen te halen. Bovendien zullen zij zelf ook hun steentje moeten bijdragen bij het realiseren ervan.
Je kan via Hoshin Kanri de voortgang van de initiatieven éénvoudig opvolgen en bijsturen.
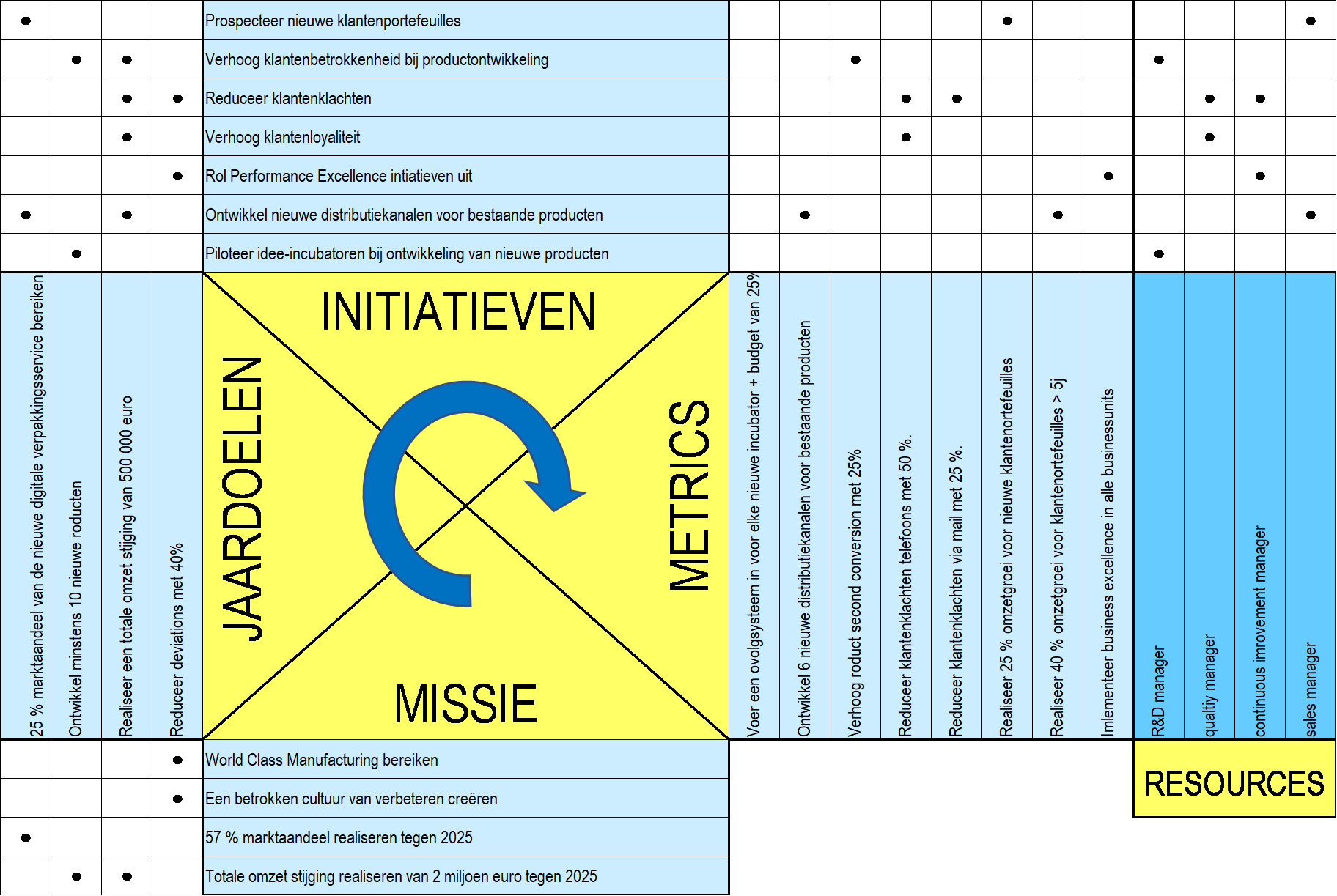
X-matrix
De kern van de Hoshin Kanri is een X-matrix. De naam komt van de X die de matrix in 4 kwadranten verdeelt:
- de missie
- de jaardoelen
- de initiatieven
- de metrics
“Resources” is een bijkomende rubriek.
Missie
Je start de Hoshin Kanri met het in kaart brengen van de lange termijn doelen van het bedrijf. Het zijn de 5 top-doelstellingen die je wil bereiken binnen 3 tot 5 jaar. Deze doelstellingen liggen natuurlijk in lijn met de bedrijfsmissie.
Je lijst de lange termijn doelstellingen op in het onderste kwadrant.
Voorbeeld: Het is de missie van het bedrijf om uit te groeien tot een gevestigde internationale speler in de markt. Een stijging van de internationale omzet met 20 % is daarbij een doel dat het bedrijf wil bereiken binnen 5 jaar, in 2025.
Jaardoelen
In het linker kwadrant noteer je de jaardoelen. Deze vloeien rechtstreeks voort uit de lange termijn doelen, en wil je het komende jaar realiseren. Ze bestaan uit doelstellingen om het status-quo te behouden én uit bijkomende doelstellingen om naar de missie toe te werken.
In de linker benedenhoek, zet je bolletjes die de jaardoelen verbinden met de lange termijn doelstellingen. Zo weet je welke jaardoelen bijdragen tot het realiseren van welke lange termijn doelen.
Voorbeeld: Om 20 % omzetstijging te bereiken over 5 jaar, zal het bedrijf het komende jaar (2020) een internationale omzetstijging van 5% willen behalen.
Initiatieven
De initiatieven zijn acties die je zal moeten ondernemen om de jaardoelen te kunnen behalen. Ze worden ook “prioriteiten ter verbetering” genoemd. Je zal waarschijnlijk meerdere acties bepalen voor het realiseren van éénzelfde jaardoel. De initiatieven lijst je op in het bovenste kwadrant.
In de linkerbovenhoek, zet je dan weer bolletjes die de initiatieven verbinden met de jaardoelen.
Voorbeeld: Om 5 % omzetstijging te bereiken, zal het bedrijf een bijkomend internationaal sales team oprichten én een marketingcampagne opstarten.
Metrics
In het rechterkwadrant noteer je de metrics. Metrics zijn SMART gedefinieerde meetresultaten. Voor elk initiatief is er minstens één metric.
In de rechterbovenhoek zet je dan weer bolletjes die de metrics verbinden met de initiatieven. Zo kan je uiteindelijk voor elke metric niet alleen heel snel zien met welk initiatief het verband houdt, maar ook met welk jaardoel en zelfs met welke lange termijn doelstelling.
Voorbeeld: De marketingcampagne is succesvol als er 600 000 potentiële nieuwe klanten worden bereikt en als het budget niet boven de 2 miljoen euro stijgt.
Resources
Helemaal rechts in de X-matrix, valt nog een laatste veld op. In dit veld som je alle verantwoordelijken op aan wie een initiatief werd toegewezen.
Voorbeeld: De salesmanager is verantwoordelijk voor het realiseren van de marketingcampagne.
Je volgt de X-matrix best periodiek op met je team. Je kan eenvoudig alle metrics overlopen en evalueren of alle verantwoordelijken op schema zitten om hun doelstellingen te behalen. Waar nodig worden initiatieven bijgestuurd.
Je kan ook een cascadesysteem van X-matrices toepassen. Op die manier spit je in een groot bedrijf of in een complexe organisatie lange termijn bedrijfsdoelstellingen helemaal uit tot zeer specifieke acties voor individuele medewerkers op de werkvloer.