
Hoe zorg je ervoor dat je team 5s langer dan 5 maanden in stand houdt?
5s is een ander woord voor werkplekorganisatie. Het is een methodiek om je werkomgeving te organiseren, maar ook op lange termijn georganiseerd te houden. Bij een 5s implementatie is het in de eerste plaats belangrijk dat je goede afspraken maakt in overleg met het team. Je legt de door het team uit te voeren taken ondubbelzinnig vast in een procedure, werkinstructie of een opvolgformulier. Daarbij zorg je dat het team voldoende tijd heeft om deze taken uit te voeren én dat deze tijd ook wordt ingepland. De leidinggevenden zorgen voor opvolging, bijsturing, feedback en begeleiding.
Door deze stappen te respecteren, neem je een goede start. Maar hoe zorg je dat je team 5s langer dan 5 maanden in stand houdt?
Vaak wordt een 5s traject met het nodige enthousiasme gestart. Het team neemt de eerste hordes zonder problemen. De werkplek wordt opgeruimd. Alles krijgt een vaste, mooi geïdentificeerde plaats. Nutteloos, rondslingerend materiaal en gereedschap wordt weggegooid of verkocht. De werkplek wordt grondig gekuist, voor het eerst in jaren. Iedereen draagt zijn steentje bij. Het resultaat is onmiddellijk zichtbaar. Iedereen tevreden. De week erna start het takenschema. Het management toont veel belangstelling en komt regelmatig op de werkvloer. Maar langzaamaan verwatert het proces. Het schema wordt niet meer gevolgd, medewerkers nemen geen initiatief meer, het management blijft weg… Een zomer- of kerstverlof passeert en na vijf maanden ben je terug naar af. Het project is gefaald.
Waarschijnlijk werd stap 5, standhouden of stimuleren, onvoldoende grondig uitgevoerd. De vijfde S zorgt ervoor dat je team ook op lange termijn succesvol kan zijn. Hoe ziet zo’n 5e stap eruit? Ik som enkele ideeën op.
IDEE 1: Gebruik een opvolgformulier
Laat je teamleden documenteren welke dagelijkse, wekelijkse of maandelijkse 5s-taken zij hebben uitgevoerd. Elke keer als de kast wordt opgeruimd, het materiaal wordt aangevuld of de buitenkant van de machine wordt gereinigd, noteren zij dit op een opvolgformulier. Met hun naam, hun handtekening of hun initialen.
IDEE 2: Plaats een 5s bord
Het opvolgformulier hang je op een 5s bord, dat je in de betrokken zone plaatst. Dit verhoogt de zichtbaarheid bij het hele team en creëert een zekere sociale controle. Bovendien zal een teamleader of teammanager makkelijk kunnen verifiëren of alle afgesproken taken zijn uitgevoerd. Feedback geven, zowel positief als negatief, is dan makkelijker.
IDEE 3: Installeer een frequente en formele management rondgang
De aanwezigheid van het management op de werkvloer is essentieel om het 5s-intiatief in stand te houden of te stimuleren. Bij de start van de implementatie zal ‘even informeel langslopen’ het project voldoende stimuleren. Gaandeweg is het belangrijk om dit te formaliseren. Bezoek met een wisselende delegatie van het management op een vast moment de werkvloer. Zorg dat elke 5s-zone aan bod komt. Beperk het bezoek tot een 10-tal minuten. Bekijk daar de situatie, spreek met de medewerkers, geef hen feedback, maar vraag ook zelf feedback. Documenteer je bevindingen op het 5s-bord.
IDEE 4: Integreer 5s zoveel mogelijk met andere methodes of systemen
Door 5s te integreren in bestaande methodes of systemen, zorg je ervoor dat 5s echt verankerd wordt binnen de organisatie. Voeg bijvoorbeeld een 5s-agendapunt toe aan de wekelijkse teamleadermeeting. Vermeld een 5s-rubriekje op het shiftoverdracht-document. Bepaal 5s-doelstellingen voor de jaarlijkse evaluatie. Voeg een 5s-rol toe aan de competentiematrix. Combineer de 5s-rondgang met een veiligheidsrondgang. Voorzie een 5s-rondgang in de introductietraining van elke nieuwe medewerker. Pols naar de 5s-ervaring tijdens een sollicitatiegesprek. Zorg dat 5s-foto’s worden opgenomen in het maandelijkse bedrijfskrantje. Er zijn mogelijkheden te over…


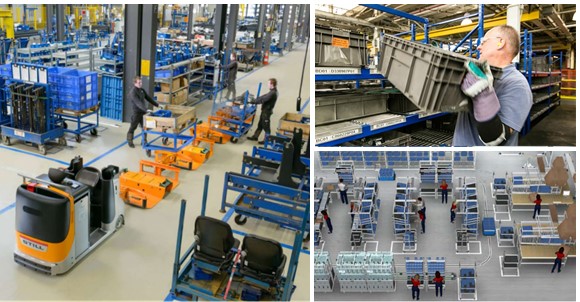
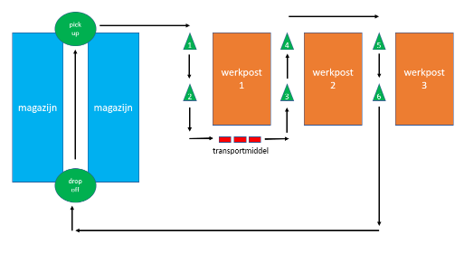 De principes van deze melkrondes kan je ook toepassen voor de interne logistiek, in een productie- of assemblage-omgeving.
De logistieke medewerker (soms line-feeder genoemd) bevoorraadt vanuit het centrale magazijn de verschillende werkcentra. Hij voert de melkronde op afgesproken tijdstippen uit, meermaals per dag. Hij maakt hiervoor gebruik van een transportmiddel (een treintje of een kar bijvoorbeeld). In het centrale magazijn laadt hij de nodige materialen in deze kar.
Tijdens zijn ronde passeert de logistieke medewerker elke werkpost. Hij vult de werkposten aan met materialen afkomstig van zijn kar. De lege verpakkingen, waarvan de materialen door de productie- of assemblage-operator zijn verbruikt, worden op de kar gelegd.
Op het einde van de ronde begeeft de logistieke medewerker zich terug naar het magazijn en vervangt hij alle lege verpakkingen door volle.
Daarna wordt de melkronde herhaalt.
Merk op dat de logistieke medewerker enkel die materialen aanvult die daadwerkelijk verbruikt werden én dat de verbruikte materialen slechts tijdens de volgende melkronde worden aangevuld.
De principes van deze melkrondes kan je ook toepassen voor de interne logistiek, in een productie- of assemblage-omgeving.
De logistieke medewerker (soms line-feeder genoemd) bevoorraadt vanuit het centrale magazijn de verschillende werkcentra. Hij voert de melkronde op afgesproken tijdstippen uit, meermaals per dag. Hij maakt hiervoor gebruik van een transportmiddel (een treintje of een kar bijvoorbeeld). In het centrale magazijn laadt hij de nodige materialen in deze kar.
Tijdens zijn ronde passeert de logistieke medewerker elke werkpost. Hij vult de werkposten aan met materialen afkomstig van zijn kar. De lege verpakkingen, waarvan de materialen door de productie- of assemblage-operator zijn verbruikt, worden op de kar gelegd.
Op het einde van de ronde begeeft de logistieke medewerker zich terug naar het magazijn en vervangt hij alle lege verpakkingen door volle.
Daarna wordt de melkronde herhaalt.
Merk op dat de logistieke medewerker enkel die materialen aanvult die daadwerkelijk verbruikt werden én dat de verbruikte materialen slechts tijdens de volgende melkronde worden aangevuld.



 Het ABC-model bestaat uit 3 blokken:
Het ABC-model bestaat uit 3 blokken:
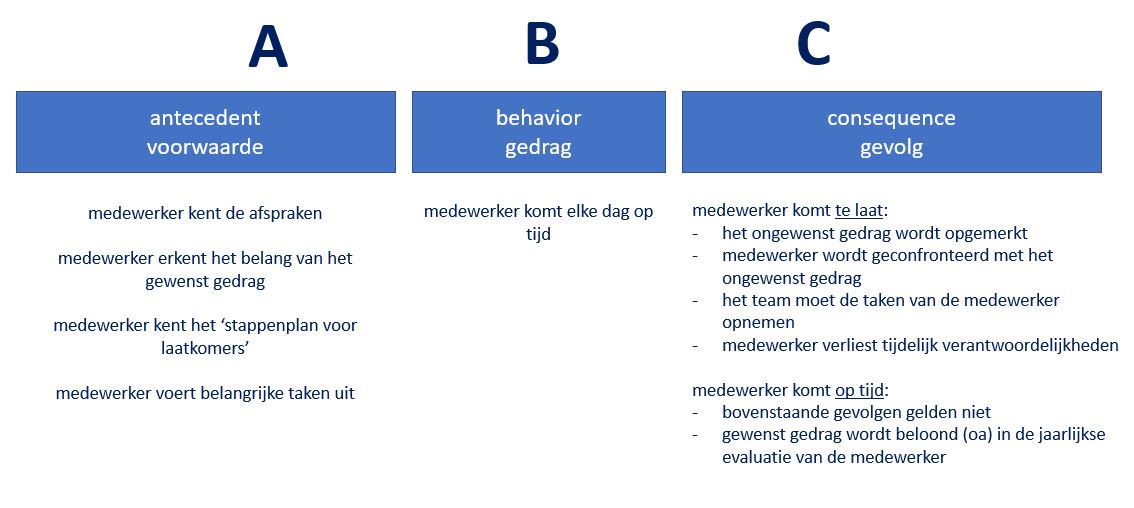 Gewenst gedrag (B)
Gewenst gedrag (B)


